 Vorstellung
Vorstellung  Historie
Historie  Logistik
Logistik  Umwelt
Umwelt  Aktuelles
Aktuelles Archiv
Archiv  Karriere
Karriere  Profilieren
Profilieren  Roboterschweißen Handschweißen
Roboterschweißen Handschweißen  Laserschneiden
Laserschneiden  Stanzen
Stanzen  Abkanten
Abkanten  Streckmetall
Streckmetall  Drahterodieren
Drahterodieren  Feuerverzinkung
Feuerverzinkung  Pulverbeschichtung
Pulverbeschichtung 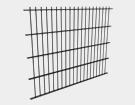 Doppelstabmatten & Abdeckleisten
Doppelstabmatten & Abdeckleisten Flacheisen
Flacheisen  Profilleiste
Profilleiste 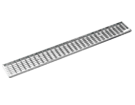 Abdeckung für Linienentwässerung
Abdeckung für Linienentwässerung 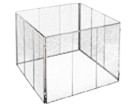 Gartenprogramm
Gartenprogramm Durchwurfsieb
Durchwurfsieb  Schubkarren Aufsatz
Schubkarren Aufsatz  Pflanzkörbe
Pflanzkörbe  Verbindungstechnik
Verbindungstechnik Pfostenträger H-Form
Pfostenträger H-Form  Pfostenträger U-Form
Pfostenträger U-Form  Pfostenträger L-Form
Pfostenträger L-Form  Winkel mit und ohne Rippenverstärkung
Winkel mit und ohne Rippenverstärkung  Lochplatten
Lochplatten  Streckmetallroste
Streckmetallroste  Treppenstufen
Treppenstufen Streckmetall - Treppenstufen
Streckmetall - Treppenstufen  Stahlkellerfenster
Stahlkellerfenster  Brista ArtPunch & Sonderanfertigungen
Brista ArtPunch & Sonderanfertigungen Sonderanfertigungen
Sonderanfertigungen  Kontakt und Anfahrt
Kontakt und Anfahrt  Downloads
Downloads  AGB
AGB  Navigation
Navigation


Feuerverzinkung
Von Grund auf gut: Schritt für Schritt zur Feuerverzinkung
Der Produktionsablauf bei der Feuerverzinkung folgt einfachen und aufeinander aufgebauten Schritten. Beste Voraussetzungen für einen reibungslosen Feuerverzinkungsvorgang sind dann gegeben, wenn die Oberfläche der Stahlteile metallisch blank ist.
Daher bitten wir unsere Kunden darauf zu achten, dass sich keine artfremden Rückstände (z.B. Reste von Farbbeschichtungen, Schweißschlacke, Beschriftungen usw.) auf der zur Feuerverzinkung bereitgestellten Ware befinden, da sonst Verzinkungsfehler auftreten können. Hinzu kommen technologische Anforderungen der "feuerverzinkungsgerechten Konstruktion und Fertigung". Hiermit ist gemeint, dass beispielsweise Zulauf- und Entlüftungsöffnungen bei den Stahlteilen vorgesehen sind, die ein Entweichen der Luft in Hohlräumen erlauben und das Ein- und Auslaufen des Zinks gewährleisten.
Hier finden Sie die aktuellen Informationen über die Feuerverzinkung:

Von Bad zu Bad: Bei der BRISTA Feuerverzinkung sind Ihre Bauteile bestens aufgehoben
Um einen umfassenden, effizienten, langlebigen und wirtschaftlichen Korrosionsschutz Ihrer Stahlbauteile zu gewährleisten, gehen wir bei der Feuerverzinkung systematisch vor – von Bad zu Bad und immer mit höchster Präzision.
Als erstes werden die Stahlteile in verschiedenen Bädern nass-chemisch vorbehandelt. Sie durchlaufen dafür ein Entfettungsbad, bei dem Fettrückstände auf der Oberfläche entfernt werden. Im folgenden Wasser-Spülbad werden die Reste des Entfettungsmittels abgespült. Jetzt folgt das Beizbad. Hier werden arteigene Rückstände wie Rost und Zunder mittels verdünnter Salzsäure entfernt. Im Flußmittelbad werden – ganz ähnlich wie beim Löten – Stoffe zugesetzt. Diese nehmen eine letzte "Feinreinigung" der Stahloberfläche beim Eintauchen in die Zinkschmelze vor. Zudem gewährleistet dieser Prozess, dass bei der Verzinkung die gesamte Oberfläche gleichmäßig benetzt wird. Davor wird der wässrige Flußmittelfilm auf dem Stahlteil in einem Trockenofen aufgetrocknet. Jetzt folgt die eigentliche Verzinkung des Stahlteils im Zinkkessel. Der Schmelzpunkt von Zink liegt bei 419°C, wobei das flüssige Zink im Kessel durchschnittlich auf 450°C hochgefahren wird.

Feuerverzinkung in einer der modernsten Anlagen Europas!
Dank modernster Anlagentechnik, nahtlos ineinander greifender Prozesse und einer hochmotivierten und qualifizierten Belegschaft profitieren Sie von:
- Kurzen Lieferzeiten durch permanenten Drei-Schicht-Betrieb
- Höchster Qualität
- Einhaltung aller Umweltauflagen
Die maximale Durchsatzleistung von 240 t/Tag kann erreicht werden mit einem Kesselmaß von:
| Feuerverzinkerei (maximale Arbeitsmaße): | ||
|---|---|---|
| Länge: | 7.000mm | (Kessel: 7.500mm) |
| Breite: | 1.320mm | (Kessel: 1.500mm) |
| Tiefe: | 2.650mm | (Kessel: 3.350mm) |
| Gewicht: | max. 2.000 kg | |

BRISTA – umweltbewusstes Handeln als Maxime eines modernen Unternehmens
Als ein modernes und umweltbewusstes Unternehmen investierten wir in die Zukunft, für Mensch und Umwelt. Mit modernsten Filteranlagen, High-Tech-Steuerungen und feinsten Prüfgeräten werden alle Richtwerte unterboten. So können wir eine energie- und abfallminimierte Produktion garantieren.
Unsere Verzinkungsanlage erfüllt nicht nur die heutigen, sondern auch die zukünftigen Ansprüche an eine umweltgerechte, schnelle, preiswerte und wettbewerbsfähige Produktionsweise:
- Sie bietet ein sauberes Arbeitsumfeld und emissionsfreie Arbeitsplätze, da säurebelastende Bereiche komplett abgekapselt sind.
- Sie arbeitet energie- und abfallminimierend. Die laut EU-Norm vorgesehenen Emissionsgrenzen werden wesentlich unterschritten. In zugelassenen Anlagen werden alle anfallenden Reststoffe recycelt.
- Dank intelligenter Wärmerückgewinnung liegt der Energienutzungsgrad bei bis zu 96%.
- Spülwasser wird zum Ansatz neuer Bäder wiederverwertet.
Feuerverzinkung ist Korrosionsschutz
Mit der Feuerverzinkung schützen Sie Ihre Bauteile nachhaltig und langlebig vor Korrosion.
Relevante Normen für diese Verfahrensvarianten und typische Anwendungen sind folgende:
| Verfahren | Norm | Anwendung |
|---|---|---|
| Diskontinuierliche Feuerverzinkung (Stückverzinkung) | DIN EN ISO 1461 | Schlosserei-, Metallbau und Stahlbauerzeugnisse z.B. Tore, Pfosten, Doppelstabmatten |
| Kontinuierliche Feuerverzinkung (Bandverzinken – Sendzimirverzinken) | DIN EN 10143 DIN EN 10346 | Feuerverzinktes Stahlband für den Automobilbau, Weißware (z.B. Waschmaschinen), Zaunbau (z.B. Pfosten) |
| Kontinuierliche Feuerverzinkung (Drahtverzinken – Sendzimirverzinken) | DIN EN 10244-1 DIN EN 10244-2 | Feuerverzinkter Stahldraht für unterschiedliche Anwendungen z.B. Gabionen, Doppelstabmatten, Bauzaun |
Kontinuierliche Feuerverzinkung (Sendzimirverzinkung)
Bei der Sendzimirverzinkung werden häufig Stahlbänder – Coils, Tafeln oder Draht – zu Halbzeugen gefertigt, die anschließend weiterverarbeitet werden z.B. Pfosten für den Zaunbau oder Doppelstabmatten.
Diskontinuierliche Feuerverzinkung (Stückverzinkung)
Bei diesem Verfahren werden zuvor gefertigte Stahlteile (z.B. Tore, Doppelstabmatten) komplett, d.h. "am Stück" verzinkt.
Unterschiede zwischen kontinuierlicher und diskontinuierlicher Feuerverzinkung
Der hauptsächliche Unterschied zwischen beiden Verfahren besteht in der Stärke des Zinküberzuges. Während bei der Sendzimirverzinkung Schichtstärken zwischen 10 µm (72 g/m²) und 45 µm (324 g/m²) erreicht werden, werden bei der Stückverzinkung Werte zwischen 45 µm (324 g/m²) und weit über 100 µm (720 g/m²) erzielt – abhängig von der Materialstärke und der Materialzusammensetzung des Stahls.
Wie der Stahl so mitspielt bei der BRISTA Feuerverzinkung
Der Einfluss von Stahl als Grundwerkstoff bei der Feuerverzinkung ist groß. Das gilt vor allem für seine chemische Zusammensetzung und hier besonders vom enthaltenen Silizium- und Phosphor-Gehalt. Davon nämlich hängt das Ergebnis des ausgebildeten Zinküberzuges stark ab. Beim Feuerverzinken findet eine chemische Reaktion zwischen dem Stahl und dem geschmolzenen Zink statt. Bei starken Abweichungen der chemischen Zusammensetzungen, können daher erhebliche Abweichungen im Aussehen und der Schichtstärke von Zinküberzügen und der Struktur der Oberfläche entstehen.
Aussehen und Oberflächeneigenschaften: Zwischen Optik und Funktion
Die DIN EN ISO 1461 stellt in den Vordergrund, dass das Stückverzinken in erster Linie ein Verfahren zum Schutz von Stahlteilen vor Korrosion ist. Damit steht die Schutzwirkung im Vordergrund und nicht die Optik.
Während das Stahlteil aus dem Verzinkungskessel gezogen wird, bildet sich in der Regel eine blumig, strukturierte Zinkoberfläche. Diese wird durch Blei- und Zinnanteile im Zinkkessel hervorgerufen.
Die verbleibende Wärme sowie die Stahlzusammensetzung bewirken, dass die strukturierte Zinkoberfläche ganz oder teilweise grau erscheint. Dies mag optisch nicht jeden erfreuen, stellt aber in Sachen Korrosionsschutz definitiv keinen Mangel dar! Das gilt ebenso für das langsame Korrodieren jedes Zinkbezuges im Verlauf der Jahre. So kann sich das Aussehen von hell glänzend bis hin zu matt grau verändern.
Auch können bei der Feuerverzinkung so genannte Zinkspitzen entstehen. Diese Ablaufstellen entstehen, während das Material aus dem Zinkkessel gezogen wird. Überschüssiger Zink läuft an der tiefsten Stelle des Materials ab. Durch dessen Verhärtung werden die Zinkspitzen gebildet. Ebenfalls können produktionsbedingte Ascherückstände auf dem Material verbleiben.
Entstehung von Weißrost
Weißrost ist ein pulveriges und wasserlösliches Zinkkorrosionsprodukt aus Zinkhydroxid und Zinkoxid, das in einer Umgebung mit hoher Luftfeuchtigkeit auf frisch verzinkten Teilen entsteht. Genau dort nämlich, wo sich die graue Zinkpatinaschicht noch nicht gebildet hat. Die Bildung von Weißrost auf feuerverzinkten Werkstücken lässt sich nicht absolut vermeiden. Dennoch ist Weißrost nur ein optischer Nachteil, der sich aber bei Bewitterung schnell abwäscht und danach die Bildung der grauen Zinkpatina als Schutz zulässt.
Weißrostbildung lässt sich durch die Lagerung der Teile in trockenen Räumen mit ausreichender Belüftung weitgehend vermeiden. Eine vielfach anzutreffende Abdeckung mit Kunststofffolie (z.B. eingeschrumpfte Paletten) ist nicht zu empfehlen, da die Weißrostbildung durch das nicht abtrocknende Kondenswasser stark gefördert wird.
Die Bildung von Weißrost steht nicht in Zusammenhang mit dem Verzinkungsverfahren und gilt auch nicht als Maßstab für die Güte der Verzinkung. Es ist vielmehr eine Erscheinung, die ganz wesentlich von den Witterungsbedingungen während der Lagerung oder des Transports frisch feuerverzinkter Teile abhängig ist.
Die Weißrostbildung ist demnach kein Reklamationsgrund!
Dies ist ebenfalls in der DIN EN ISO 1461 unter Punkt 6.1 Aussehen; Absatz 3, festgelegt.

Zink: Schutzwirkung dank Korrosionsbeständigkeit
Zink ist ein relativ unedles Metall und reagiert ziemlich rasch mit Stoffen aus seiner Umgebung. Die in der Luft enthaltenen Substanzen reagieren daher rasch mit dem metallischen Zink. Als Folge bilden sich Zinkverbindungen (Zinkoxide) auf der Oberfläche. Es sind primär diese Zinkverbindungen, die dem Zink seine gute Korrosionsbeständigkeit verleihen.
Die atmosphärische Einwirkung auf den Zinküberzug ist abhängig von der Aggressivität der Luft. Saubere Landluft setzt dem Zink wesentlich weniger zu als stark schadstoffbelastete Industrieluft oder auch stark salzhaltige Meeresluft.
Folglich steht die Haltbarkeit von Zinküberzügen auch in starker Abhängigkeit zum jeweiligen Einsatzort. Kohlenstoffdioxid (CO2), Schwefeldioxid (SO2), Stickstoffverbindungen (NOX), und Chlorwasserstoff (HCI) gehen mit Metallen Verbindungen ein. Die aggressivsten Reaktionsstoffe sind Schwefeldioxid und Chlorwasserstoff. Diese beeinflussen die Haltbarkeit von Korrosionsschutzsystemen am meisten.

Weitere Faktoren wie Staub, Feuchtigkeit und Lufttemperatur wirken sich ebenfalls negativ auf die Zinkschicht aus. Die Korrosionsbelastung des Stahlteils kann also sehr unterschiedlich ausfallen – abhängig vor allem von der Umgebung, in der es aufgestellt wurde. Allerdings ist keine scharfe Abgrenzung zwischen den jeweiligen Atmosphärentypen (Land-, Stadt-, Meeres- und Industrieluft) möglich, da die Übergänge fließend sind.
Eine sehr grobe Abschätzung der Korrosionsbelastung zeigen unterschiedliche Korrosivitätsklassen, die aus Untersuchungen abgeleitet wurden:
| Korrosivitäts- klasse | Atmosphärentyp | Korrosions- belastung | Durchschnittlicher Zink-Abtrag |
|---|---|---|---|
| C 1 | Innenbereich (trocken) | unbedeutend | < 0,1 µm / Jahr |
| C 2 | Innenbereich (gelegentliche Kondensatbildung // Außenbereich (Landatmosphäre) | gering | 0,1 bis 0,7 µm / Jahr |
| C 3 | Innenbereich (hohe Feuchtigkeit, mittlere Luftbelastung) Außenbereich (Industrie- oder Stadtatmosphäre bzw. Küstenklima mit geringem Chloridgehalt) | mäßig | 0,7 bis 2,1 µm / Jahr |
| C 4 | Innenbereich (Schwimmbäder, Chemieanlagen) Außenbereich (Industrieatmosphäre, Küstenklima mit mittlerem Chloridgehalt) | stark | 2,1 bis 4,2 µm / Jahr |
